
ບ້ານ
>
ຜະລິດຕະພັນ > ໝາກນັດ
> T ຫມາກແຫ້ງເປືອກແຂງ
>
Round Base Brad Hole Round Tee Nut Insert Blind Rivets Nuts Corrosion Resistant









Round Base Brad Hole Round Tee Nut Insert Blind Rivets Nuts Corrosion Resistant
ຄຸນະພາບສູງ Round Base Brad Hole Round Tee Nut Insert Blind Rivets Nuts Corrosion Resistant is offered by China manufacturers Gangtong Zheli. ຍິນດີຕ້ອນຮັບລູກຄ້າເກົ່າແລະໃຫມ່ທີ່ຈະສືບຕໍ່ຮ່ວມມືກັບພວກເຮົາເພື່ອສ້າງອະນາຄົດທີ່ດີກວ່າ!
ISO, DIN, GB, ANSI, ມາດຕະຖານ OEM
ວັດສະດຸສະແຕນເລດ,
ການປິ່ນປົວພື້ນຜິວທໍາມະດາ, ZInc Plated
ສີເຫລືອງ, ສີດໍາ, ເງິນ, ຄໍາ, OEM
ປະເພດ OEM, ປະເພດເປີດ, ສະແຕນເລດ flange ຫມາກແຫ້ງເປືອກແຂງ
ບັນຈຸກ່ອງ catron + ກ່ອງ kraft,
ບໍລິການ OEM & ODM, OEM, ODM
ISO, DIN, GB, ANSI, ມາດຕະຖານ OEM
ວັດສະດຸສະແຕນເລດ,
ການປິ່ນປົວພື້ນຜິວທໍາມະດາ, ZInc Plated
ສີເຫລືອງ, ສີດໍາ, ເງິນ, ຄໍາ, OEM
ປະເພດ OEM, ປະເພດເປີດ, ສະແຕນເລດ flange ຫມາກແຫ້ງເປືອກແຂງ
ບັນຈຸກ່ອງ catron + ກ່ອງ kraft,
ບໍລິການ OEM & ODM, OEM, ODM
ສົ່ງສອບຖາມ
ລາຍລະອຽດຜະລິດຕະພັນ
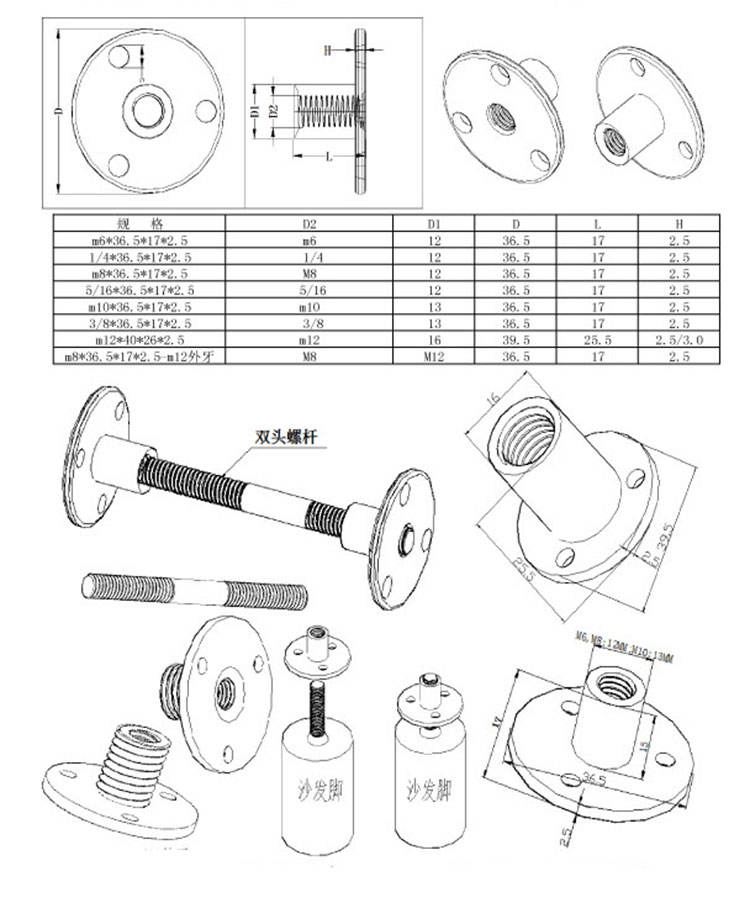
Round Base Brad Hole Round Tee Nut Insert Blind Rivets Nuts Corrosion Resistant
ລາຍລະອຽດ:
ກົນໄກການໃຫ້ອາຫານແລະ unloading ແມ່ນຕັ້ງຢູ່ເທິງ workbench. ໃນເວລາທີ່ workpiece (ແຜ່ນ) ໄດ້ຖືກ unloaded ແລະຫຼຸດລົງຈາກເຄື່ອງຈັກຕົ້ນຕໍ, motor 7, ສະແດງໃຫ້ເຫັນໃນແຜນວາດ, ລິເລີ່ມການເຄື່ອນໄຫວໂດຍຜ່ານ shaft ສົ່ງ (2, 3, 4, 5, 6).
ໃນຂະນະທີ່ຕ່ອງໂສ້ເຄື່ອນທີ່, ມັນ propels block 1 ຈາກຕ່ອງໂສ້ຕ່ໍາໄປຫາຕ່ອງໂສ້ເທິງ, ນໍາພາມັນຄຽງຄູ່ workpiece ໄດ້. ທ່ອນໄມ້ຍູ້ຫຼາຍອັນພ້ອມໆກັນອອກແຮງກົດດັນໃສ່ຊິ້ນວຽກ, ພິກມັນໃສ່ລູກກິ້ງຂອງຍົນທີ່ມີທ່າທາງພາຍໃນກ່ອງເປົ່າ. ການວາງທິດທາງນີ້ເຮັດໃຫ້ຊິ້ນວຽກສາມາດເລື່ອນເຂົ້າໄປໃນກ່ອງວັດສະດຸພາຍໃຕ້ອິດທິພົນຂອງແຮງໂນ້ມຖ່ວງ.
ຫຼັງຈາກການກະຕຸ້ນການຊຸກຍູ້, ຕັນການຊຸກຍູ້ກັບຄືນໄປບ່ອນຕ່ອງໂສ້ຕ່ໍາ, ໃກ້ກັບການສະຫຼັບເພື່ອກະຕຸ້ນແລະຮູ້ສຶກວ່າຕໍາແຫນ່ງຂອງການຊຸກດັນ. ຫຼັງຈາກນັ້ນ, ສັນຍານນີ້ຖືກສົ່ງຕໍ່ໄປຫາສູນຄວບຄຸມ, ກະຕຸ້ນຄໍາແນະນໍາເພື່ອຢຸດ motor 7. ດັ່ງນັ້ນ, ຕັນ push ຢຸດພາຍໃນລະບົບຕ່ອງໂສ້ຕ່ໍາ, ສໍາເລັດວົງຈອນຂອງການດໍາເນີນງານ.
| ຊື່ຜະລິດຕະພັນ | ແກ່ນຕາບອດທີ່ມີສັງກະສີສັງກະສີສີເຫຼືອງມີສາມຮູ / ພື້ນຖານຮອບ M10 T ປະເພດ Tee Nut | ||||||
| ມາດຕະຖານ: | DIN, ASTM / ANSI JIS ໃນ ISO, AS, GB | ||||||
| ວັດສະດຸ | ສະແຕນເລດ: SS201, SS303, SS304, SS316, SS316L, SS904L, F594 | ||||||
| Steel Grade: DIN: Gr.4,5,6,8.8,10, ; SAE: Gr.2,5,8; ASTM: A563 | |||||||
| ຈົບ | ສັງກະສີ (ສີເຫຼືອງ, ສີຂາວ, ສີຟ້າ, ສີດໍາ), Hop Dip Galvanized (HDG), ສີດໍາ Oxide, Geomet, Dacroment, anodization, Nickel plated, zinc-Nickel plated |
||||||
| ການຜະລິດ ຂະບວນການ |
M2-M24: ການກົບເຢັນ, M24-M100 ການຫລໍ່ຫລອມຮ້ອນ, ເຄື່ອງຈັກແລະ CNC ສໍາລັບ fastener ປັບແຕ່ງ |
||||||
| ຜະລິດຕະພັນທີ່ກໍາຫນົດເອງ ເວລານໍາ |
ລະດູການທຸລະກິດ: 15-30 ມື້, Slack seaon: 10-15 ມື້ | ||||||
| ຜະລິດຕະພັນຫຼັກຊັບ | ເຫຼັກກ້າຄາບອນ: DIN934,DIN6923,DIN928,DIN929,ISO4032,ຫມາກແຫ້ງເປືອກແຂງ Cage, nut ສະແຕນເລດ: All DIN ຫຼື GB Nut ສະແຕນເລດມາດຕະຖານ |
||||||
| ໄດ້ຮັບຕົວຢ່າງຟຣີສໍາລັບ fastener ມາດຕະຖານຈາກ Gangtong Zheli Fastener | |||||||
ຄໍາຮ້ອງສະຫມັກ:
ການນໍາໃຊ້ເຄື່ອງເຟີນີເຈີ.
ອຸປະກອນປົກປັກຮັກສາສິ່ງແວດລ້ອມ, ອຸປະກອນການແພດ, ອຸປະກອນການສື່ສານ, ສະຖານທີ່ໄຟຟ້າ, ຜະລິດຕະພັນເອເລັກໂຕຣນິກ, ເຄື່ອງຈັກອາຫານ, ອຸດສາຫະກໍາປິໂຕເຄມີ, ການປະກອບເຮືອ, ປ່ຽງປ່ຽງ, ທໍ່, ກໍາແພງຜ້າມ່ານ, ສະຖານທີ່ເປີດ, ແລະອື່ນໆ.
ການແຕ້ມຮູບ
Hot Tags: Round Base Brad Hole Round Tee Nut Insert Blind Rivets Nuts Corrosion Resistant, ຈີນ, ຜູ້ຜະລິດ, ຜູ້ສະຫນອງ, Customized, Quality, Factory, Price
ປະເພດທີ່ກ່ຽວຂ້ອງ
Flange Nut
Hex Nut
T ຫມາກແຫ້ງເປືອກແຂງ
ຫມາກແຫ້ງເປືອກແຂງ
ໝາກນັດ
ໝາກນັດ
Weld Nut
Coupling Nut
K ໝາກນັດ
ແກ່ນຕາ
ລັອກ Nut
ຫມາກແຫ້ງເປືອກແຂງແຕກ
Cage Nut
ຫມາກແຫ້ງເປືອກແຂງ
Wing Nut
ສົ່ງສອບຖາມ
ກະລຸນາຮູ້ສຶກວ່າບໍ່ເສຍຄ່າເພື່ອໃຫ້ການສອບຖາມຂອງທ່ານໃນແບບຟອມຂ້າງລຸ່ມນີ້. ພວກເຮົາຈະຕອບກັບທ່ານໃນ 24 ຊົ່ວໂມງ.





X
ພວກເຮົາໃຊ້ cookies ເພື່ອສະເຫນີໃຫ້ທ່ານມີປະສົບການການຊອກຫາທີ່ດີກວ່າ, ວິເຄາະການເຂົ້າຊົມເວັບໄຊທ໌ແລະປັບແຕ່ງເນື້ອຫາ. ໂດຍການນໍາໃຊ້ເວັບໄຊທ໌ນີ້, ທ່ານຕົກລົງເຫັນດີກັບການນໍາໃຊ້ cookies ຂອງພວກເຮົາ.
ນະໂຍບາຍຄວາມເປັນສ່ວນຕົວ